
Rozwój przemysłu lotniczego od zawsze był ściśle powiązany z postępem w dziedzinie łączenia materiałów. W miarę jak rosły wymagania dotyczące prędkości, bezpieczeństwa, redukcji masy i odporności na ekstremalne warunki eksploatacji, klasyczne metody złączne okazały się niewystarczające. Technologie lutowania – zarówno miękkiego, jak i twardego, a także wyspecjalizowane procesy lutowania wysokotemperaturowego i w atmosferach kontrolowanych – umożliwiły tworzenie lekkich, wytrzymałych i szczelnych konstrukcji o bardzo wysokiej niezawodności. W lotnictwie lutowanie stało się kluczowym procesem nie tylko w budowie kadłubów i skrzydeł, ale przede wszystkim w wytwarzaniu wymienników ciepła, instalacji paliwowych i hydraulicznych, elementów silników turbinowych, awioniki oraz szeroko rozumianych systemów pomocniczych. Zrozumienie zasad doboru materiałów, topników, temperatur oraz kontroli jakości jest niezbędne, aby uzyskać połączenia gwarantujące wieloletnią, bezawaryjną pracę w skrajnych warunkach ciśnienia, temperatury i obciążeń zmęczeniowych.
Specyfika lutowania w przemyśle lotniczym i jego rola konstrukcyjna
Lutowanie, w odróżnieniu od spawania, polega na łączeniu materiałów za pomocą ciekłego spoiwa o temperaturze topnienia niższej niż łączone elementy, bez ich nadtapiania. W lotnictwie ten pozornie prosty proces staje się technologią wysokiej precyzji, ściśle regulowaną normami i procedurami kwalifikacyjnymi. Szczególnie istotne jest to, że spoiwo musi zapewnić nie tylko odpowiednią wytrzymałość mechaniczną, ale też odporność na korozję, zmęczenie termiczne, wibracje oraz zmiany ciśnienia.
W konstrukcjach lotniczych procesy lutowania stosuje się tam, gdzie inne techniki zawiodłyby z powodu ograniczeń geometrycznych, wymagań szczelności lub braku dostępu do miejsca łączenia. Przykładem są mikrokanalikowe wymienniki ciepła w systemach klimatyzacji i chłodzenia awioniki, skomplikowane wiązki przewodów paliwowych z dziesiątkami odgałęzień, a także elementy wnętrza silnika, w których konieczne jest formowanie precyzyjnych kanałów chłodzących. Połączenia lutowane umożliwiają tworzenie cienkościennych struktur o złożonej geometrii, które jednocześnie spełniają wymagania certyfikacyjne pod względem wytrzymałości i niezawodności.
Specyfika projektowania pod lutowanie wymaga uwzględnienia rozszerzalności cieplnej różnych stopów, sił kapilarnych wpływających na rozpływ spoiwa, a także odpowiedniej obróbki powierzchni. Szeroko stosuje się gniazda, zakładki, kanały kapilarne i specjalne podfrezowania, które ułatwiają kontrolowany przepływ stopu lutowniczego. Konstruktor musi uwzględnić również możliwość powstawania naprężeń własnych podczas chłodzenia i ich wpływ na trwałość zmęczeniową.
W lotnictwie szczególnie istotne są trzy grupy zastosowań lutowania. Pierwsza to wytwarzanie podzespołów silnikowych i turbinowych, gdzie wykorzystywane są wysokotemperaturowe stopy niklu i kobaltu; druga to układy wymiany ciepła, hydrauliczne i paliwowe, wykonywane głównie ze stopów aluminium, stali nierdzewnych oraz tytanu; trzecia obejmuje elektronikę i awionikę, gdzie dominują połączenia lutowane na płytkach drukowanych, często w technologiach o bardzo wysokiej gęstości upakowania. Choć zakres temperatur pracy, obciążenia i wymagania są w tych obszarach odmienne, wszystkie one łączy potrzeba uzyskania powtarzalnych, precyzyjnych i trwałych złączy lutowanych.
W porównaniu z przemysłem ogólnym, w przemyśle lotniczym zdecydowanie większy nacisk kładzie się na kontrolę czystości powierzchni oraz środowiska procesu. Zanieczyszczenia – tlenki, smary, pozostałości po obróbce mechanicznej czy nawet ślady ludzkiego dotyku – mogą drastycznie obniżyć zwilżalność i doprowadzić do powstania nieciągłości w spoinie. Dlatego przed lutowaniem stosuje się wieloetapowe przygotowanie powierzchni: odtłuszczanie w roztworach alkalicznych, trawienie, obróbkę strumieniowo-ścierną, a następnie ściśle kontrolowane suszenie w atmosferze obojętnej lub próżni. W niektórych zakładach lotniczych wrażliwe elementy są po przygotowaniu transportowane do pieców lutowniczych w szczelnych opakowaniach ochronnych, aby zminimalizować ryzyko ponownej kontaminacji.
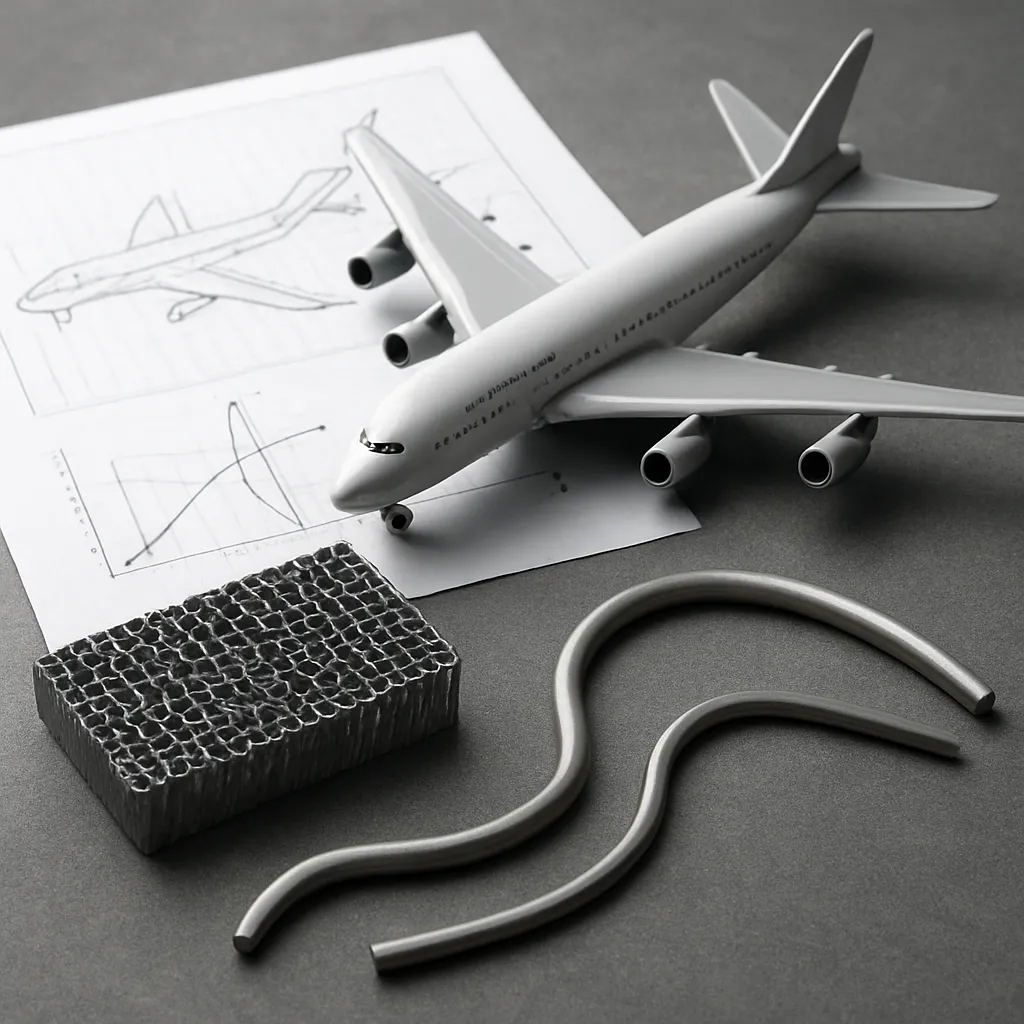
Znaczącym aspektem roli lutowania w lotnictwie jest też możliwość łączenia materiałów trudnospawalnych lub o znacznie różniących się temperaturach topnienia. Metody lutowania wysokotemperaturowego pozwalają na spajanie elementów ceramicznych ze stopami metali, łączenie twardych narzędziowych wkładek z bardziej plastycznymi osnowami metalicznymi, czy wreszcie formowanie tzw. struktur sandwich z cienkimi rdzeniami komórkowymi i okładzinami metalowymi. Konstrukcje te zapewniają wysoką sztywność przy minimalnej masie, co w lotnictwie ma znaczenie krytyczne.
Technologie lutowania stosowane w konstrukcjach i silnikach lotniczych
Pod wspólnym pojęciem „technologie lutowania” kryje się wiele metod dostosowanych do konkretnych grup materiałów i konfiguracji złączy. W przemyśle lotniczym szeroko stosuje się lutowanie twarde (brazing), lutowanie próżniowe, lutowanie w atmosferach ochronnych, a także lutowanie indukcyjne i mikrofalowe, wspierane precyzyjną kontrolą temperatury oraz czasu nagrzewania. Każda z tych technologii ma swoje wyspecjalizowane pole zastosowań i ściśle zdefiniowane ograniczenia.
Lutowanie twarde z wykorzystaniem stopów miedzi, niklu czy srebra jest podstawową metodą w produkcji instalacji rurowych w samolotach. Rury paliwowe, przewody hydrauliczne wysokiego ciśnienia, a także elementy systemów przeciwoblodzeniowych wymagają złączy o wysokiej szczelności i odporności na zmęczenie termomechaniczne. Złącza lutowane twardo umożliwiają uzyskanie stosunkowo krótkiej strefy wpływu ciepła, dzięki czemu deformacje są mniejsze niż w przypadku spawania. Stosuje się dodatkowo złączki kształtowane na zimno, które stabilizują geometrię i zapewniają odpowiednią długość ścieżki kapilarnej dla spoiwa.
W elementach silników turbinowych kluczową rolę odgrywa lutowanie wysokotemperaturowe w atmosferze próżniowej lub ochronnej. Stopy niklu i kobaltu, wykorzystywane na łopatki, pierścienie uszczelniające i elementy komór spalania, wymagają procesów prowadzonych w ściśle kontrolowanych warunkach, często w temperaturach przekraczających 1000°C. Spoiwa takie jak stopy na bazie niklu z dodatkami boru, krzemu czy fosforu umożliwiają obniżenie temperatury topnienia względem materiału podstawowego, ale jednocześnie muszą zachować kompatybilność metalurgiczną, aby uniknąć kruchych faz międzymetalicznych.
W przypadku łopatek turbin stosuje się często lutowanie proszkowo-pastyczne, w którym mieszanina sproszkowanego stopu o składzie zbliżonym do materiału bazowego oraz topnika i środków wiążących tworzy pastę aplikowaną w miejsce złącza. Po podgrzaniu w piecu pasty ulegają zespoleniu, tworząc spoinę o mikrostrukturze zbliżonej do materiału rodzimego. Takie rozwiązanie jest szczególnie przydatne przy naprawach łopatek, wypełnianiu ubytków erozyjnych oraz regeneracji krawędzi natarcia.
Lutowanie próżniowe stanowi jedną z najważniejszych technologii w lotnictwie. Proces odbywa się w piecach o wysokiej szczelności, w których poziom próżni redukuje ilość gazów reaktywnych, a tym samym minimalizuje tworzenie tlenków. Umożliwia to lutowanie bez stosowania klasycznych topników, co jest niezwykle istotne z punktu widzenia czystości złączy oraz wytrzymałości w wysokich temperaturach. Lutowanie próżniowe stosuje się m.in. przy produkcji wymienników ciepła, struktur typu honeycomb, elementów kadłubów ciśnieniowych z cienkich blach oraz złożonych podzespołów silnikowych.
Wielowarstowe struktury honeycomb, zbudowane z cienkich folii metalowych tworzących komórki sześciokątne, są łączone z zewnętrznymi okładzinami poprzez lutowanie w piecach próżniowych lub w kontrolowanych atmosferach gazów obojętnych. Spoiwo umieszcza się najczęściej w postaci folii lub taśm metalicznych pomiędzy rdzeniem a okładziną. Po nagrzaniu dochodzi do kontrolowanego rozpływu, który wypełnia szczeliny w miejscach kontaktu, tworząc sieć punktowych lub liniowych złączy. Otrzymana struktura charakteryzuje się wysoką sztywnością przy bardzo małej masie, co idealnie odpowiada wymaganiom segmentów poszycia skrzydeł, podłóg kabiny czy elementów wnętrza kadłuba.
Lutowanie w atmosferach ochronnych – najczęściej w azocie, argonie lub mieszankach gazowych – stosuje się przede wszystkim w przypadku stopów aluminium oraz niektórych stali nierdzewnych. W produkcji lotniczych wymienników ciepła z aluminium szerokie zastosowanie znalazły specjalne blachy platerowane spoiwem, w których cienka warstwa lutownicza jest na stałe związana z materiałem konstrukcyjnym. Podczas nagrzewania w piecu atmosferowym warstwa ta ulega stopieniu i dzięki działaniu sił kapilarnych tworzy spoiny pomiędzy żebrami, rurkami i płytami tworzącymi kanały przepływowe.
Istotną grupę procesów stanowi lutowanie indukcyjne, szczególnie w przypadku złączy punktowych, krótkich odcinków rur czy elementów z ograniczonym dostępem. Pole elektromagnetyczne wzbudzane przez cewkę indukcyjną powoduje nagrzewanie materiału przewodzącego w sposób selektywny, co pozwala na lokalne podniesienie temperatury do zakresu topnienia spoiwa bez przegrzewania całego komponentu. Ta metoda jest często wykorzystywana w naprawach liniowych systemów paliwowych, a także przy montażu złączy i kształtek przy zachowaniu integralności powłok ochronnych na pozostałej powierzchni elementu.
Nowoczesne rozwiązania obejmują również lutowanie mikrofalowe oraz hybrydowe procesy łączące nagrzewanie indukcyjne z podgrzewaniem konwekcyjnym lub promiennikowym. Celem jest zwiększenie równomierności rozkładu temperatury, skrócenie czasu procesu oraz minimalizacja naprężeń własnych. W niektórych zastosowaniach wysokotemperaturowych wprowadzono także lutowanie z wykorzystaniem laserów, gdzie wiązka promieniowania precyzyjnie steruje miejscem i głębokością nagrzania, co jest szczególnie przydatne w mikrokomponentach i strukturach o bardzo małej masie własnej.
Od strony materiałowej istotną rolę w lotnictwie odgrywają spoiwa na bazie srebra, miedzi, niklu, złota oraz specjalne stopy reaktywne do łączenia metali z ceramiką. Spoiwa srebrne, mimo wysokiej ceny, są chętnie stosowane w miejscach wymagających doskonałej zwilżalności i odporności korozyjnej, np. w złączach miedziano-stalowych wymienników ciepła o podwyższonych parametrach pracy. Spoiwa niklowe przeznaczone do pracy w temperaturach rzędu 900–1100°C wykorzystywane są w silnikach turbinowych i elementach komór spalania. Z kolei złote systemy lutownicze są standardem w mikroelektronice i układach wysokiej niezawodności, gdzie odporność na utlenianie i dyfuzję jest kluczowa przez cały okres eksploatacji samolotu.
Kontrola jakości, niezawodność i kierunki rozwoju technologii lutowania w lotnictwie
Połączenia lutowane w przemyśle lotniczym podlegają wyjątkowo rygorystycznej kontroli jakości, ponieważ od ich niezawodności zależy bezpieczeństwo załogi i pasażerów. Nawet niewielkie wady – mikropęknięcia, pęcherze gazowe, niepełne przetopy czy pozostałości tlenków – mogą w warunkach cyklicznego obciążania termicznego prowadzić do katastrofalnych uszkodzeń. Dlatego cały łańcuch procesowy, od przygotowania powierzchni poprzez dozowanie spoiwa aż po sam proces nagrzewania i chłodzenia, jest objęty systemami kwalifikacji oraz nadzoru.
Inspekcja połączeń lutowanych obejmuje kombinację badań nieniszczących i niszczących, a także analiz metalograficznych. Wśród metod nieniszczących dominującą rolę odgrywa radiografia przemysłowa, szczególnie w przypadku skomplikowanych, wielowarstwowych wymienników ciepła oraz złączy rurowych znajdujących się wewnątrz innych struktur. Badania radiograficzne umożliwiają wykrycie porów, nieciągłości, niepełnego wypełnienia spoiny oraz ciał obcych. W przypadku materiałów cienkościennych coraz częściej stosuje się tomografię komputerową, która pozwala na trójwymiarową rekonstrukcję złącza i precyzyjne określenie jego geometrii.
Drugą ważną grupę technik stanowią badania ultradźwiękowe, pozwalające na ocenę spójności połączeń w strukturach o większej grubości. W lotnictwie wykorzystuje się zarówno klasyczne techniki z głowicami kontaktowymi, jak i zaawansowane systemy phased-array oraz metody immersyjne, które umożliwiają skanowanie całych zespołów bez konieczności ich rozmontowywania. Metody te są szczególnie przydatne w inspekcji połączeń w strukturach sandwich, gdzie ocena jakości adhezji pomiędzy rdzeniem a okładziną jest kluczowa dla nośności całego elementu.
Badania niszczące odgrywają rolę głównie na etapie kwalifikacji technologii i odbioru partii próbnych. Złącza poddaje się próbom wytrzymałości na rozciąganie, ścinanie, zmęczenie niskocyklowe i wysokocyklowe, a także testom pełzania w podwyższonej temperaturze. W przypadku spoiw wysokotemperaturowych istotna jest również ocena odporności na utlenianie oraz stabilności mikrostruktury po długotrwałej ekspozycji. Próby metalograficzne, obejmujące trawienie, analizę obrazu mikroskopowego i pomiary twardości, pozwalają na identyfikację niepożądanych faz, stref eutektycznych oraz lokalnych koncentracji pierwiastków stopowych.
Systemy zarządzania jakością w zakładach lotniczych wymagają ścisłej kwalifikacji personelu odpowiedzialnego za procesy lutowania. Operatorzy pieców, technolodzy i inspektorzy muszą przechodzić specjalistyczne szkolenia, zakończone egzaminami potwierdzającymi znajomość procedur, norm oraz zasad oceny niezgodności. W wielu przypadkach istnieje obowiązek regularnej rekwalifikacji, szczególnie przy wprowadzaniu nowych materiałów, zmianie konfiguracji pieców lub modyfikacji parametrów procesu. Rejestracja przebiegu każdego cyklu lutowniczego – w tym historii temperatury, ciśnienia, składu atmosfery, a także identyfikacji wsadu – jest niezbędna, aby umożliwić śledzenie ewentualnych problemów eksploatacyjnych do konkretnej partii produkcyjnej.
W obszarze awioniki i elektroniki lotniczej szczególną wagę przykłada się do kontroli połączeń lutowanych na płytkach drukowanych. Wysokie wymagania dotyczą nie tylko niezawodności elektrycznej, ale także odporności mechanicznej na wibracje i udary. Stosuje się tu szeroko automatyczną inspekcję optyczną (AOI), testy rentgenowskie dla połączeń ukrytych pod obudowami BGA, a także cykliczne testy termiczne (thermal cycling) mające ocenić odporność lutów na powtarzalne rozszerzalności cieplne. W kontekście wymagań środowiskowych szczególnie dyskutowaną kwestią jest stosowanie bezołowiowych stopów lutowniczych i ich podatność na zjawisko kruchości, powstawanie włosków cynowych oraz zmniejszoną odporność na zmęczenie termiczne w porównaniu z tradycyjnymi stopami ołowiowymi.
Kierunki rozwoju technologii lutowania w lotnictwie skupiają się w kilku obszarach. Pierwszy z nich to poszukiwanie nowych spoiw o podwyższonej temperaturze pracy i lepszej odporności na utlenianie, szczególnie dla segmentu silnikowego oraz przyszłych konstrukcji hipersonicznych. Badania obejmują stopy na bazie reni, irydu oraz zaawansowane systemy Pt-Al, które mogłyby współpracować z materiałami o ekstremalnej odporności termicznej. Drugi obszar dotyczy integracji lutowania z procesami wytwarzania przyrostowego (additive manufacturing), gdzie formuje się złożone trójwymiarowe struktury metalowe, a lutowanie wykorzystywane jest do ich montażu w większe zespoły lub naprawy lokalnych defektów.
Interesującym kierunkiem jest rozwój lutowania reaktywnego, w którym cienkie warstwy metali skłonnych do tworzenia egzotermicznych faz międzymetalicznych są aktywowane w kontrolowany sposób, generując lokalne źródło ciepła wystarczające do stopienia spoiwa. Takie rozwiązania umożliwiają wykonywanie połączeń w miejscach trudnodostępnych, z minimalnym wpływem na otoczenie oraz z bardzo krótkim czasem oddziaływania temperatury. W połączeniu z mikrofabrykacją mogą znaleźć zastosowanie w przyszłych, miniaturowych systemach lotniczych, w tym w sensorach rozproszonych oraz elementach pokryć adaptacyjnych.
Kolejną płaszczyzną rozwoju jest cyfrowa kontrola procesu i modelowanie numeryczne lutowania. Wykorzystanie zaawansowanych symulacji CFD i MES pozwala przewidywać rozpływ spoiwa, rozkład temperatury oraz powstawanie naprężeń resztkowych w całym cyklu lutowniczym. Dzięki temu projektanci mogą optymalizować geometrię złączy, dobierać grubość elementów, sposób pozycjonowania części i parametry nagrzewania tak, aby minimalizować ryzyko defektów. Połączenie modeli numerycznych z rzeczywistymi danymi pomiarowymi z pieców – w ramach koncepcji przemysłu 4.0 – umożliwia tworzenie cyfrowych bliźniaków procesów lutowania oraz wprowadzanie bieżących korekt w czasie rzeczywistym.
Nie mniej ważny jest aspekt zwiększania ekologiczności technologii lutowniczych. Obejmuje on zarówno eliminację toksycznych topników i rozpuszczalników, jak i ograniczenie emisji gazów cieplarnianych generowanych przez piece wysokotemperaturowe. Wprowadza się systemy rekuperacji ciepła, optymalizuje profile nagrzewania i chłodzenia, a także rozwija techniki lokalnego nagrzewania (indukcja, laser, mikrofale), które zużywają mniej energii niż tradycyjne piece komorowe. W obszarze materiałowym prowadzone są badania nad spoiwami o ulepszonej zwilżalności, co pozwala na redukcję ich zużycia i masy dodanej, istotnej z punktu widzenia bilansu masowego samolotu.
Rosnące znaczenie zyskują również technologie diagnostyki in-situ, które pozwalają na monitorowanie procesu lutowania w czasie rzeczywistym. Czujniki temperatury, ciśnienia, składu atmosfery oraz systemy wizyjne rejestrujące stany powierzchni są integrowane z oprogramowaniem sterującym, które na bieżąco analizuje dane. W przypadku odchyleń od zadanych parametrów system może przerwać cykl, wprowadzić korekty lub oznaczyć partię jako wymagającą dodatkowej inspekcji. Tego rodzaju rozwiązania wpisują się w szerszą koncepcję inteligentnych fabryk lotniczych, w których każdy etap produkcji jest pod stałą, cyfrową kontrolą.
W perspektywie przyszłych generacji samolotów, w tym konstrukcji o napędzie hybrydowym i elektrycznym, technologie lutowania będą nadal pełnić kluczową rolę. Lekkie, wysokonapięciowe systemy zasilania, baterie trakcyjne i moduły mocy opierają się na połączeniach lutowanych zdolnych do odprowadzania dużych gęstości ciepła i przenoszenia znacznych prądów przy niewielkiej masie. Zastosowanie znajdą tu zarówno klasyczne spoiwa metaliczne, jak i zaawansowane kompozyty metaliczno-ceramiczne, zapewniające wysoką przewodność cieplną i elektryczną przy jednoczesnej izolacji galwanicznej tam, gdzie jest ona wymagana.
Ostatecznie rola lutowania w lotnictwie nie ogranicza się tylko do samej techniki łączenia, ale przenika cały cykl życia statku powietrznego – od etapu projektowania i produkcji, przez eksploatację i serwis, aż po remonty i przedłużanie resursów. Skuteczne wdrażanie nowych technologii lutowania oraz ciągła poprawa jakości istniejących procesów stanowi jeden z filarów rozwoju współczesnego i przyszłego lotnictwa, w którym kluczową wartością jest połączenie wysokiej wydajności z bezkompromisowym poziomem bezpieczeństwa oraz niezawodności. W tym kontekście kompetencje w dziedzinie lutowania są równie ważne jak znajomość aerodynamiki, mechaniki konstrukcji czy zaawansowanej metalurgii, kształtując oblicze nowoczesnego przemysłu lotniczego i determinując możliwości jego dalszego rozwoju. Wymagania dotyczące niezawodności, długotrwałej odporności na zmęczenie, precyzyjnej kontroli parametrów procesu, a także integracji z technologiami additive manufacturing sprawiają, że lutowanie staje się jedną z najbardziej strategicznych technologii w całym łańcuchu wytwarzania nowoczesnych statków powietrznych i ich krytycznych podzespołów.






{kind=link}
{kind=link}