Automatyzacja procesów produkcyjnych w przemyśle maszynowym coraz częściej obejmuje nie tylko same operacje wytwarzania, lecz również precyzyjne monitorowanie jakości wyrobów. Systemy kontroli jakości oparte na wizyjnych algorytmach stają się kluczowym elementem nowoczesnych linii produkcyjnych, umożliwiając wykrywanie nawet najmniejszych defektów, stabilizację parametrów procesu oraz pełne raportowanie zgodności z normami technicznymi. Integracja inteligentnych kamer, oprogramowania analitycznego oraz infrastruktury IT pozwala tworzyć elastyczne, skalowalne rozwiązania, które wspierają zarówno masową produkcję, jak i wytwarzanie krótkoseryjne, typowe dla branży maszynowej.
Charakterystyka wizyjnych systemów kontroli jakości w przemyśle maszynowym
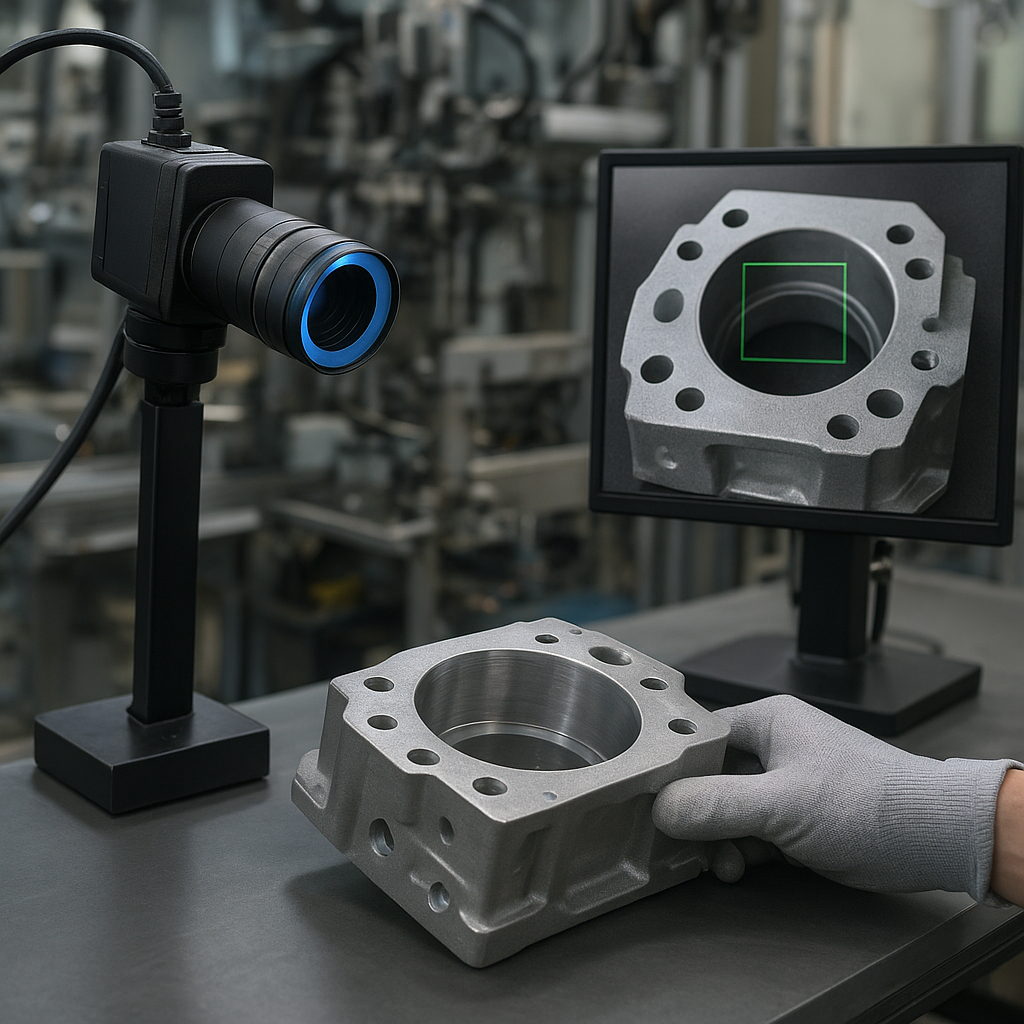
Wizyjne systemy kontroli jakości to zintegrowane układy składające się z kamer, oświetlenia, elementów optycznych, jednostek obliczeniowych oraz specjalistycznego oprogramowania analizującego obraz w czasie rzeczywistym. Ich zadaniem jest obiektywna, powtarzalna ocena parametrów wyrobu lub procesu bez konieczności ingerencji operatora. W odróżnieniu od tradycyjnej kontroli manualnej, która bazuje na subiektywnej ocenie inspektora, systemy wizyjne wykorzystują algorytmy matematyczne i sztuczną inteligencję do interpretacji danych obrazowych.
W przemyśle maszynowym nadzór nad jakością jest szczególnie wymagający ze względu na wysoką wartość produkowanych komponentów, złożoną geometrię detali oraz konieczność spełnienia surowych norm bezpieczeństwa. Dotyczy to między innymi elementów układów napędowych, komponentów hydraulicznych, części lotniczych, podzespołów maszyn budowlanych czy też precyzyjnych elementów obrabiarek CNC. W każdym z tych obszarów niedopuszczalne są mikropęknięcia, niezgodności wymiarowe, ubytki materiału czy błędy montażowe, które mogą prowadzić do awarii w czasie eksploatacji.
Podstawową cechą systemów wizyjnych jest zdolność do pracy z bardzo dużą liczbą próbek w krótkim czasie. Kamera przemysłowa może rejestrować nawet kilkaset klatek na sekundę, a oprogramowanie dokonuje analizy każdego obrazu w ułamku sekundy. Dzięki temu możliwa jest kontrola 100% produkcji, co w praktyce całkowicie eliminuje konieczność pobierania próbek statystycznych i ograniczania się do kontroli wyrywkowej. W warunkach przemysłu maszynowego, gdzie wiele detali jest produkowanych w małych partiach, pełna kontrola każdego egzemplarza jest szczególnie pożądana.
Równie ważnym aspektem jest integracja systemów wizyjnych z istniejącą infrastrukturą automatyki. W przemyśle maszynowym linie produkcyjne są silnie zautomatyzowane: obejmują roboty przemysłowe, przenośniki, układy podawania detali oraz sterowniki PLC. Wizyjny system kontroli jakości musi komunikować się z tymi urządzeniami, przekazywać im sygnały o wyniku inspekcji (OK/NOK) oraz umożliwiać automatyczne odsiewanie braków. Dzięki standardom komunikacji przemysłowej, takim jak Profinet, EtherNet/IP czy OPC UA, możliwe jest budowanie rozwiązań, w których informacja o każdym detalu jest śledzona na kolejnych etapach procesu.
Systemy wizyjne pełnią w przemyśle maszynowym trzy główne funkcje: inspekcyjną, pomiarową i identyfikacyjną. Funkcja inspekcyjna obejmuje wyszukiwanie defektów powierzchniowych, braków montażowych oraz zanieczyszczeń. Funkcja pomiarowa pozwala określać wymiary, kąty, promienie i inne wielkości geometryczne, które muszą mieścić się w określonych tolerancjach. Funkcja identyfikacyjna polega na rozpoznawaniu kodów kreskowych, kodów 2D, numerów seryjnych lub znaków alfanumerycznych, co umożliwia pełną identyfikowalność komponentów w całym cyklu ich życia.
Warto zwrócić uwagę na rosnącą rolę algorytmów opartych na sztucznej inteligencji, a w szczególności na metodach głębokiego uczenia. W odróżnieniu od klasycznych technik opartych na progach jasności, filtrach krawędziowych czy statycznych wzorcach, systemy z uczeniem maszynowym potrafią adaptować się do zmienności obrazu, radząc sobie lepiej z oświetleniem, szumem czy naturalnymi różnicami pomiędzy częściami. Dzięki temu możliwe jest wykrywanie defektów, które wcześniej wymagałyby złożonego, trudnego w utrzymaniu zestawu reguł.
Architektura sprzętowa i programowa systemów wizyjnych na liniach produkcyjnych
Architektura wizyjnych systemów kontroli jakości w przemyśle maszynowym obejmuje kilka współzależnych warstw: warstwę akwizycji obrazu, warstwę przetwarzania, warstwę decyzyjną oraz warstwę integracji z automatyką i systemami IT. Każda z nich musi zostać odpowiednio zaprojektowana, aby system działał stabilnie, niezawodnie i z wymaganą szybkością.
Warstwa akwizycji obrazu opiera się na doborze odpowiednich kamer przemysłowych, obiektywów i systemów oświetlenia. W zastosowaniach typowych dla przemysłu maszynowego stosuje się głównie kamery monochromatyczne o wysokiej rozdzielczości, choć w niektórych przypadkach potrzebne są również kamery kolorowe, a nawet kamery hiperspektralne. Rozdzielczość dobiera się tak, aby jeden piksel odpowiadał rozmiarowi mniejszemu niż najmniejszy wykrywany defekt. Dla precyzyjnej kontroli mikropęknięć lub zarysowań może to być ułamek milimetra, co wymaga wysokiej jakości optyki oraz stabilnego mocowania kamery.
Oświetlenie jest jednym z kluczowych, a zarazem często niedocenianych elementów systemu. Zależnie od rodzaju kontrolowanej powierzchni stosuje się oświetlenie pierścieniowe, współosiowe, liniowe lub kopułowe. Dla powierzchni mocno refleksyjnych, typowych dla obrobionych elementów metalowych, konieczne jest takie ukształtowanie światła, aby zminimalizować odblaski i cienie. Niekiedy wykorzystuje się techniki ciemnego pola, w których oświetlony jest tylko defekt, a reszta powierzchni pozostaje relatywnie ciemna. W przypadku złożonych geometrii stosuje się zestawy kilku źródeł światła sterowanych niezależnie, co pozwala realizować różne scenariusze inspekcji w zależności od typu detalu.
Warstwa przetwarzania obrazu może być realizowana na kilka sposobów. W prostych aplikacjach stosuje się kamery inteligentne, w których jednostka obliczeniowa jest zintegrowana z sensorem obrazu, a algorytmy wgrywane są bezpośrednio do urządzenia. W bardziej złożonych przypadkach, typowych dla kontroli części maszynowych o skomplikowanej geometrii, zadania analizy obrazu realizuje komputer przemysłowy lub serwer obliczeniowy, do którego podłączonych jest wiele kamer. Takie rozwiązanie umożliwia jednoczesne przetwarzanie wielu strumieni wideo oraz wykorzystanie zaawansowanych algorytmów, w tym sieci neuronowych wymagających dużej mocy obliczeniowej.
Warstwa decyzyjna obejmuje zestaw reguł, progów i modeli, które decydują o tym, czy dany detal jest zgodny z wymaganiami, czy też należy go zakwalifikować jako brak. W prostszych systemach jest to kombinacja progów jasności, pomiarów wymiarów i porównania z wartościami granicznymi. W bardziej zaawansowanych rozwiązaniach stosuje się modele uczenia maszynowego, które na podstawie przykładów klasyfikują detale do grup: akceptowalne, podejrzane lub wadliwe. Tego typu podejście pozwala uwzględnić w decyzji wiele subtelnych cech obrazu, trudnych do opisania prostymi regułami.
Warstwa integracji z automatyką i systemami IT odpowiada za wymianę danych pomiędzy systemem wizyjnym a resztą infrastruktury zakładowej. Obejmuje to komunikację w czasie rzeczywistym ze sterownikami PLC w celu sterowania mechanizmami odrzutu, sygnalizacją świetlną i dźwiękową, a także integrację z systemami klasy MES lub ERP. Dzięki temu informacja o wyniku kontroli trafia do centralnych baz danych, gdzie może być analizowana pod kątem trendów jakościowych, korelacji z parametrami procesu lub efektywności poszczególnych maszyn. Takie podejście umożliwia tworzenie zamkniętej pętli regulacji, w której dane z systemu wizyjnego służą do automatycznej korekty ustawień maszyn produkcyjnych.
Na poziomie oprogramowania systemy kontroli jakości oparte na algorytmach wizyjnych wykorzystują różnorodne techniki przetwarzania obrazu. Do podstawowych należą operacje progowania, filtracji, detekcji krawędzi, morfologii matematycznej oraz segmentacji. Na ich bazie buduje się bardziej złożone funkcje, takie jak dopasowanie wzorca, pomiar geometrii czy analiza tekstury. W przemyśle maszynowym często stosuje się narzędzia dopasowania kształtu, pozwalające określić położenie i orientację detalu, co jest niezbędne zarówno do poprawnej kontroli jakości, jak i do sterowania robotami montażowymi.
Coraz większą rolę odgrywają algorytmy uczenia głębokiego, w szczególności konwolucyjne sieci neuronowe (CNN), które potrafią automatycznie wyodrębniać istotne cechy obrazu. W klasycznym podejściu inżynier systemu wizyjnego musiał ręcznie dobierać filtry i parametry, natomiast w przypadku CNN sieć sama uczy się hierarchii cech na podstawie zestawu obrazów treningowych. Dla przemysłu maszynowego oznacza to znaczne skrócenie czasu wdrażania nowych aplikacji kontroli oraz większą odporność na zmienność warunków produkcyjnych. Modele te można dodatkowo dostrajać w trakcie eksploatacji systemu, wykorzystując obrazy z bieżącej produkcji do aktualizacji parametrów sieci.
Ważnym elementem architektury jest również system zarządzania wersjami i konfiguracją. W zakładach produkujących szeroki asortyment części konieczne jest przechowywanie wielu receptur wizyjnych, odpowiadających różnym typom produktów, wariantom wykonania i wersjom konstrukcyjnym. Oprogramowanie powinno umożliwiać szybkie przełączanie się pomiędzy konfiguracjami, a także śledzenie historii zmian, kto i kiedy modyfikował parametry kontroli. Jest to istotne nie tylko ze względów organizacyjnych, lecz także w kontekście wymagań audytowych i norm jakościowych.
Zastosowania praktyczne, korzyści i wyzwania wdrożeń w przemyśle maszynowym
W przemyśle maszynowym wizyjne systemy kontroli jakości znajdują zastosowanie w niemal każdym etapie wytwarzania: od inspekcji surowców, poprzez nadzór nad obróbką, aż po końcową kontrolę montażu i testy funkcjonalne. Jednym z typowych przykładów jest kontrola części toczonych i frezowanych, w której system wizyjny sprawdza wymiary średnic, długości, pozycję otworów, faz oraz promieni zaokrągleń. Dzięki zastosowaniu precyzyjnych obiektywów telecentrycznych możliwe jest uzyskanie wysokiej dokładności pomiaru, a tym samym wykrywanie nawet minimalnych odchyleń od dokumentacji technicznej.
Kolejnym obszarem zastosowań jest kontrola powierzchni elementów obrobionych, gdzie istotne jest wykrywanie rys, wżerów korozyjnych, wżerów odlewniczych, przebarwień czy pozostałości po obróbce. W tradycyjnych metodach wymaga to żmudnej, manualnej inspekcji prowadzonej przez doświadczonych pracowników. System wizyjny, odpowiednio zaprojektowany pod kątem oświetlenia i algorytmów detekcji, pozwala zautomatyzować ten proces oraz zapewnić stały, obiektywny poziom oceny. Dodatkowo, zapis obrazów wszystkich skontrolowanych elementów umożliwia późniejszą analizę przyczyn powstawania defektów i doskonalenie procesu technologicznego.
W montażu maszyn i zespołów mechanicznych systemy wizyjne służą do kontroli kompletności i poprawności montażu. Przykładowo, można sprawdzać obecność wszystkich śrub, podkładek, pierścieni osadczych, uszczelnień czy elementów zabezpieczających. Algorytmy dopasowania wzorca pozwalają zweryfikować nie tylko sam fakt obecności danego elementu, ale również jego orientację i prawidłowe osadzenie. Ma to kluczowe znaczenie w układach, w których nieprawidłowy montaż może prowadzić do poważnych awarii, takich jak zablokowanie mechanizmu, wyciek medium roboczego czy utrata szczelności.
Istotnym zastosowaniem wizyjnych systemów jest również kontrola znakowania i identyfikowalności wyrobów. W przemyśle maszynowym powszechnie stosuje się grawerowanie laserowe, znakowanie mikroudarowe, nadruki atramentowe oraz etykiety z kodami 2D. System wizyjny odczytuje te oznaczenia, sprawdza ich poprawność oraz zapisuje w bazie danych wraz z informacją o wynikach innych testów jakościowych. Umożliwia to późniejsze prześledzenie historii każdego elementu, w tym daty produkcji, użytych surowców, parametrów procesu oraz ewentualnych reklamacji. Taka pełna identyfikowalność jest wymagana przez wiele norm branżowych, zwłaszcza w sektorach o wysokich wymaganiach bezpieczeństwa.
Korzyści z wdrożenia systemów wizyjnych w przemyśle maszynowym można podzielić na bezpośrednie i pośrednie. Do bezpośrednich należą: zmniejszenie liczby braków, ograniczenie kosztów reklamacji, redukcja pracy ręcznej przy kontroli oraz zwiększenie przepustowości linii. Systemy wizyjne pozwalają wykryć defekty na jak najwcześniejszym etapie procesu, co minimalizuje koszty ich usunięcia. Zamiast odkrywać błąd dopiero na końcowym etapie montażu, system może zareagować już po pierwszej operacji, umożliwiając natychmiastową korektę ustawień obrabiarki czy wymianę zużytego narzędzia.
Korzyści pośrednie obejmują przede wszystkim dostęp do danych procesowych, które mogą być wykorzystane do analiz długoterminowych. Gromadzenie zdjęć i wyników inspekcji pozwala identyfikować powtarzające się wzorce defektów, ich związki z konkretnymi maszynami, zmianami roboczymi czy partiami materiału. Na tej podstawie można podejmować decyzje dotyczące modyfikacji technologii, optymalizacji harmonogramów konserwacji, a także szkoleń dla operatorów. Dane z systemów wizyjnych stają się więc jednym z kluczowych zasobów w podejściu opartym na ciągłym doskonaleniu, zgodnie z filozofią Lean Manufacturing i Six Sigma.
Wdrożenie wizyjnych systemów kontroli jakości wiąże się jednak z pewnymi wyzwaniami. Jednym z nich jest prawidłowe zdefiniowanie kryteriów jakościowych w postaci, którą można przełożyć na logikę algorytmów. Wiele wymagań zapisanych w dokumentacji technicznej ma charakter opisowy, na przykład „brak ostrych krawędzi”, „brak widocznych rys”, „powierzchnia jednorodna wizualnie”. Przekucie takich zapisów na obiektywne, liczbowe miary wymaga ścisłej współpracy technologów, specjalistów ds. jakości oraz inżynierów systemów wizyjnych. Często konieczne jest przeprowadzenie serii prób, podczas których opracowuje się definicję defektu w języku możliwym do implementacji w oprogramowaniu.
Kolejnym wyzwaniem jest odporność systemu na zmienność warunków produkcyjnych. Zmiany w oświetleniu otoczenia, zabrudzenia optyki, różnice pomiędzy partiami materiału czy drobne modyfikacje konstrukcji detalu mogą wpływać na wygląd obrazu. System musi być na tyle elastyczny, aby takie naturalne zmiany nie prowadziły do nadmiernego wzrostu liczby fałszywych alarmów. Jednocześnie nie może dopuszczać do przepuszczania rzeczywistych defektów. Osiągnięcie właściwego kompromisu pomiędzy czułością a specyficznością jest jednym z kluczowych zadań przy projektowaniu aplikacji wizyjnej.
Istotną rolę odgrywa również ergonomia interfejsu użytkownika. W przemyśle maszynowym systemy wizyjne obsługiwane są często przez operatorów linii produkcyjnych, którzy nie posiadają specjalistycznej wiedzy z zakresu przetwarzania obrazu. Oprogramowanie musi więc umożliwiać łatwe monitorowanie stanu systemu, szybkie rozpoznawanie przyczyn alarmów oraz bezpieczną zmianę podstawowych parametrów, na przykład wybór aktualnie produkowanego wariantu detalu. Bardziej zaawansowane funkcje konfiguracyjne powinny być dostępne tylko dla osób uprawnionych, co wymaga zastosowania mechanizmów kontroli dostępu i rejestracji działań użytkowników.
W kontekście bezpieczeństwa cybernetycznego systemy wizyjne stają się elementem infrastruktury przemysłowej połączonej z siecią. Dane jakościowe oraz obrazy z kamer mogą być przesyłane do chmury, gdzie poddaje się je dodatkowym analizom. Takie podejście wymaga zabezpieczenia komunikacji, odpowiedniej konfiguracji firewalli, segmentacji sieci oraz regularnych aktualizacji oprogramowania. W przeciwnym razie system może stać się potencjalnym wektorem ataku, co jest szczególnie istotne w zakładach produkujących komponenty dla branż krytycznych, takich jak energetyka, obronność czy transport.
Należy także uwzględnić aspekt ekonomiczny wdrożenia. Choć początkowy koszt zakupu kamer, oświetlenia, sprzętu obliczeniowego oraz licencji oprogramowania może wydawać się wysoki, to całkowity koszt posiadania systemu wizyjnego często okazuje się niższy niż utrzymanie dużego zespołu kontroli jakości wykonującego manualne inspekcje. Dodatkowo, wizyjny system może pracować w trybie ciągłym, bez przerw i spadku koncentracji, utrzymując stały poziom skuteczności. Przy odpowiednim doborze aplikacji okres zwrotu z inwestycji liczony jest najczęściej w miesiącach, a nie w latach.
Perspektywy rozwoju wizyjnych systemów kontroli jakości w przemyśle maszynowym są ściśle związane z postępem w dziedzinie przetwarzania danych, mocy obliczeniowej oraz integracji z innymi technologiami Przemysłu 4.0. Można spodziewać się dalszego upowszechniania algorytmów uczenia głębokiego, pojawienia się nowych typów sensorów obrazujących (na przykład kamer 3D o zwiększonej rozdzielczości i szybkości) oraz jeszcze większego stopnia autonomii systemów. Już teraz rozwijane są rozwiązania, w których system wizyjny nie tylko wykrywa defekty, ale również samodzielnie proponuje korekty parametrów procesu, tworząc w pełni zamkniętą pętlę optymalizacji. W połączeniu z analizą predykcyjną umożliwia to przejście od reaktywnego podejścia do jakości do podejścia proaktywnego, w którym potencjalne problemy są identyfikowane i eliminowane, zanim jeszcze pojawią się widoczne wady na produkcie.
W miarę dojrzewania technologii coraz większą wagę przywiązuje się także do aspektu standaryzacji i interoperacyjności. Inicjatywy branżowe oraz normy techniczne definiują wspólne formaty danych, protokoły komunikacyjne i procedury testowe dla systemów wizyjnych. Dzięki temu możliwe jest tworzenie rozwiązań modułowych, w których komponenty pochodzące od różnych dostawców mogą być łączone w jeden spójny ekosystem. Dla przedsiębiorstw przemysłu maszynowego oznacza to większą elastyczność przy rozbudowie i modernizacji linii produkcyjnych, skrócenie czasu wdrożeń oraz łatwiejsze zarządzanie cyklem życia systemów kontroli jakości.
Rozważa się również coraz ściślejsze powiązanie systemów wizyjnych z symulacją numeryczną oraz cyfrowymi bliźniakami maszyn i procesów. Obrazy z kamer i wyniki inspekcji mogą być wykorzystywane jako dane wejściowe do modeli symulacyjnych, które przewidują wpływ poszczególnych parametrów na jakość wyrobu. Z kolei wyniki symulacji mogą sugerować, jakie cechy obrazu są najbardziej istotne z punktu widzenia trwałości czy niezawodności elementu. Pozwala to tworzyć jeszcze bardziej zaawansowane systemy kontroli, które nie ograniczają się do stwierdzenia, czy detal spełnia aktualne kryteria, lecz także oceniają jego przyszze zachowanie w warunkach eksploatacji.
Kluczowym czynnikiem sukcesu projektów wdrożeniowych pozostaje jednak odpowiednie zaplanowanie i przygotowanie organizacji. Obejmuje to zarówno dobór aplikacji o największym potencjale zwrotu z inwestycji, jak i szkolenie personelu, przygotowanie dokumentacji oraz zapewnienie wsparcia serwisowego. Współpraca pomiędzy działami jakości, produkcji, utrzymania ruchu i IT jest niezbędna, aby wizyjne systemy kontroli jakości nie były traktowane jako odizolowane urządzenia, lecz jako integralna część całego ekosystemu produkcyjnego. Tylko wtedy możliwe jest pełne wykorzystanie ich możliwości w zakresie poprawy jakości, efektywności i konkurencyjności przedsiębiorstw przemysłu maszynowego.
Dopełnieniem tych działań jest rozwijanie kompetencji wewnętrznych w zakresie analizy danych i algorytmów wizyjnych. Coraz więcej firm decyduje się na tworzenie dedykowanych zespołów odpowiedzialnych za rozwój i utrzymanie aplikacji wizyjnych. Takie podejście umożliwia szybsze reagowanie na zmiany asortymentu, tworzenie niestandardowych rozwiązań dostosowanych do specyfiki danego zakładu oraz lepsze wykorzystanie potencjału, jaki kryją w sobie dane gromadzone przez systemy kontroli.
W tym kontekście wizyjne systemy kontroli jakości przestają być postrzegane wyłącznie jako narzędzie do eliminacji braków, a zaczynają pełnić rolę strategicznego elementu zarządzania wiedzą o procesie produkcyjnym. Dane obrazowe, odpowiednio przetworzone i skorelowane z innymi informacjami z hali produkcyjnej, stają się źródłem przewagi konkurencyjnej. Pozwalają szybciej wprowadzać innowacje, skracać czas uruchamiania nowych produktów, a także lepiej odpowiadać na rosnące wymagania klientów w zakresie jakości, niezawodności i indywidualizacji wyrobów.






{kind=link}
{kind=link}