Rozwój elektromobilności sprawił, że akumulator trakcyjny stał się jednym z kluczowych elementów współczesnego pojazdu. Od jego bezpieczeństwa, trwałości i możliwości szybkiego montażu zależy nie tylko koszt produkcji samochodu elektrycznego, ale także komfort użytkownika, potencjał recyklingu oraz wpływ całej branży na środowisko. W tym kontekście technologie klejenia akumulatorów trakcyjnych przestały być jedynie pomocniczym etapem montażu, a stały się strategicznym obszarem innowacji, w którym spotykają się chemia materiałów, inżynieria konstrukcyjna, wymagania norm bezpieczeństwa i realia masowej produkcji w przemyśle motoryzacyjnym.
Rola technologii klejenia w konstrukcji akumulatorów trakcyjnych
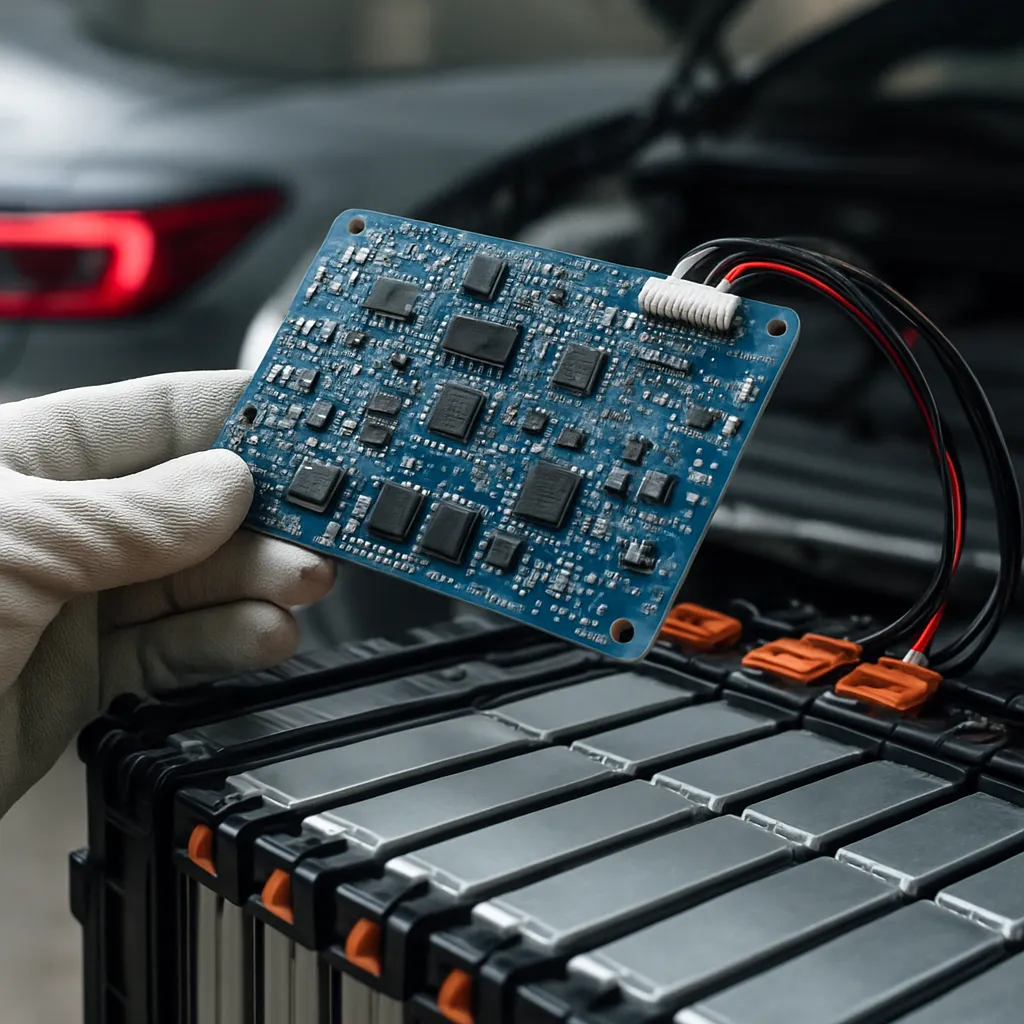
Akumulatory trakcyjne w pojazdach elektrycznych składają się z tysięcy ogniw, dziesiątek modułów oraz rozbudowanych systemów zarządzania temperaturą i pracą baterii (BMS). Tradycyjne metody mechanicznego łączenia – śruby, nity czy spawanie – okazały się niewystarczające przy rosnących wymaganiach dotyczących masy, bezpieczeństwa zderzeniowego i odporności na drgania. Stąd gwałtowny rozwój przemysłowych technologii klejenia, które pozwalają nie tylko na mocowanie podzespołów, ale również na realizację dodatkowych funkcji, takich jak przewodzenie ciepła, tłumienie drgań czy uszczelnianie obudów.
W konstrukcji pakietów baterii kleje pełnią kilka podstawowych ról:
- łączenie ogniw w moduły i modułów w pack – zastępują ciężkie elementy mechaniczne, redukując masę całej struktury,
- zapewnienie odpowiedniej sztywności konstrukcyjnej i rozkładu obciążeń, co ma znaczenie przy testach zderzeniowych,
- sprzężenie z układem chłodzenia, umożliwiające efektywny transfer ciepła z ogniw do płyt chłodzących,
- izolacja elektryczna między elementami pod wysokim napięciem,
- uszczelnianie przed wilgocią i zanieczyszczeniami, kluczowe dla trwałości baterii,
- amortyzacja drgań i redukcja hałasu (NVH) w pojeździe.
Z perspektywy producenta samochodów każda z tych funkcji przekłada się na konkretne wskaźniki: gęstość energetyczną pojazdu, zasięg, odporność na uszkodzenia mechaniczne, zdolność do szybkiego ładowania oraz koszty produkcji. Optymalnie dobrany system klejenia umożliwia uproszczenie geometrii części, minimalizację ilości elementów złącznych oraz przyspieszenie montażu na linii produkcyjnej, przy jednoczesnym spełnieniu restrykcyjnych wymogów homologacyjnych.
Szczególnym wyzwaniem jest połączenie wymagania wysokiej wytrzymałości połączeń z koniecznością ewentualnego serwisowania lub recyklingu. Zbyt mocne, nieodwracalne sklejenie wszystkich modułów utrudnia demontaż baterii pod koniec jej cyklu życia, co stoi w sprzeczności z celami gospodarki o obiegu zamkniętym. Dlatego coraz częściej projektuje się hybrydowe systemy łączenia, w których kleje współpracują z elementami mechanicznymi, pozwalając na selektywny demontaż krytycznych komponentów.
Rodzaje klejów stosowanych w akumulatorach trakcyjnych
Dobór chemii kleju do konkretnego zastosowania w baterii jest procesem wieloetapowym. Pod uwagę bierze się nie tylko wytrzymałość mechaniczną i czas utwardzania, ale także kompatybilność z materiałami (metale, tworzywa, kompozyty), odporność na temperaturę, możliwość automatycznego dozowania oraz zachowanie w długim okresie eksploatacji. W przemyśle motoryzacyjnym szczególnie dużą rolę odgrywają kleje epoksydowe, poliuretanowe, silikonowe oraz hybrydowe systemy MS polymer. Obok nich stosuje się wyspecjalizowane kleje termoprzewodzące i kleje-anizotropowe do specyficznych zastosowań.
Kleje epoksydowe
Kleje epoksydowe należą do najczęściej stosowanych w konstrukcji pakietów akumulatorów. Charakteryzują się wysoką wytrzymałością mechaniczną, doskonałą przyczepnością do wielu podłoży (aluminium, stal, kompozyty, tworzywa sztuczne) oraz dobrą odpornością chemiczną. Stosuje się je głównie w miejscach, gdzie wymagana jest trwała, nierozłączna spoina o wysokiej sztywności.
W akumulatorach trakcyjnych epoksydy pełnią kilka funkcji:
- klejenie obudów i elementów konstrukcyjnych packa, które tworzą „ramę” całego akumulatora,
- łączenie modułów z płytami bazowymi lub stelażem nośnym,
- stosowanie w formie mas wypełniających (potting) do zalewania elektroniki i komponentów wysokiego napięcia,
- pełnienie roli klejów termicznie przewodzących pomiędzy ogniwami a płytami chłodzącymi.
Ważną cechą systemów epoksydowych jest możliwość precyzyjnego dostosowania lepkości, czasu życia mieszanki oraz sposobu utwardzania (temperaturowe, UV, dual-cure). W liniach montażowych OEM-ów motoryzacyjnych pozwala to na idealne wkomponowanie procesu klejenia w istniejącą logistykę produkcji. Wprowadzenie podwyższonej temperatury utwardzania skraca czas cyklu, lecz wymaga starannej kontroli rozszerzalności cieplnej materiałów, aby uniknąć naprężeń w strukturze baterii.
Kleje poliuretanowe
Kleje poliuretanowe zyskały szerokie zastosowanie w przemyśle motoryzacyjnym już na etapie montażu karoserii (np. wklejanie szyb). W przypadku akumulatorów trakcyjnych są wykorzystywane przede wszystkim tam, gdzie połączenie musi łączyć dość wysoką elastyczność z solidną wytrzymałością. Zapewniają one dobrą odporność na wibracje i kompensują różnice rozszerzalności cieplnej między różnymi materiałami (np. aluminium i tworzywa sztuczne).
Do kluczowych zastosowań poliuretanów w akumulatorach należą:
- uszczelnianie połączeń pokrywy obudowy z dolną wanienką,
- klejenie elementów pomocniczych, takich jak prowadnice przewodów, uchwyty, osłony i pokrywy serwisowe,
- tłumienie drgań między modułami lub między modułem a konstrukcją nadwozia,
- izolacja termiczna i mechaniczna w miejscach wrażliwych na udar.
Systemy poliuretanowe mogą być jedno- lub dwuskładnikowe. Rozwiązania jednoskładnikowe utwardzają się pod wpływem wilgoci z otoczenia, co upraszcza logistykę, natomiast rozwiązania dwuskładnikowe pozwalają na szybsze i bardziej kontrolowane utwardzanie. W obu przypadkach istotne jest zarządzanie emisją lotnych związków organicznych oraz zgodność z przepisami dotyczącymi izocyjanianów, szczególnie istotna w Unii Europejskiej.
Kleje silikonowe i hybrydowe
Kleje silikonowe, w tym uszczelniacze silikonowe, są preferowane w miejscach o podwyższonej temperaturze pracy i tam, gdzie kluczowe znaczenie ma długoterminowa stabilność elastyczności oraz odporność na starzenie cieplne. Akumulatory trakcyjne narażone są na cykliczne nagrzewanie i chłodzenie, a także na lokalne przegrzania w przypadku intensywnego ładowania lub awarii. Silikony zachowują swoje właściwości w szerokim zakresie temperatur, dlatego stosuje się je m.in. do uszczelniania dostępów serwisowych, przepustów kablowych i osłon komponentów wysokiego napięcia.
Systemy hybrydowe, oparte na technologii MS polymer lub innych modyfikowanych polimerach, łączą zalety klejów elastycznych (poliuretany, silikony) z niższą emisją substancji niebezpiecznych i dobrą przyczepnością do wielu typów podłoża. Są one wykorzystywane zarówno jako kleje konstrukcyjne o kontrolowanej elastyczności, jak i jako uszczelniacze do obudów, w których wymagana jest wysoka odporność na warunki atmosferyczne oraz działanie płynów eksploatacyjnych obecnych w pojeździe.
Kleje termicznie przewodzące
W systemach akumulatorów trakcyjnych kluczowym aspektem jest zarządzanie temperaturą. Zbyt wysoka temperatura przyspiesza degradację ogniw, obniża ich sprawność i może prowadzić do zjawiska „thermal runaway”. Kleje termicznie przewodzące pełnią funkcję kontaktowego medium między ogniwami a systemem chłodzenia, umożliwiając odprowadzenie ciepła przy jednoczesnym zachowaniu izolacji elektrycznej.
Najczęściej są to zmodyfikowane kleje epoksydowe, silikonowe lub akrylowe wypełnione cząstkami tlenków metali, azotków lub innych materiałów przewodzących ciepło. Oczekiwana wysoka przewodność cieplna musi iść w parze z odpowiednią lepkością, aby klej mógł być równomiernie dozowany robotami przemysłowymi, bez powstawania pęcherzyków powietrza. Zbyt duża lepkość utrudnia odpowietrzanie i może prowadzić do punktowych przegrzań, natomiast zbyt mała – do niekontrolowanego wypływania kleju i zanieczyszczania innych podzespołów.
Producentom zależy również na kompatybilności tego typu klejów z innymi materiałami w systemie baterii. Wypełniacze przewodzące ciepło mogą oddziaływać ściernie na elementy dozujące, co wymusza stosowanie zaawansowanych głowic mieszająco-dozujących i regularną kalibrację systemu. Dodatkowym aspektem jest długofalowa stabilność właściwości termoprzewodzących – zmiany struktury kleju pod wpływem cykli termicznych nie mogą prowadzić do powstawania mikropęknięć lub odspajania od powierzchni ogniw.
Procesy, wymagania i wyzwania produkcyjne w motoryzacyjnych liniach montażu
Opracowanie samego składu kleju to jedynie część zadania. Równie ważny jest sposób jego aplikacji oraz integracja z całym procesem produkcji pojazdu. Linie montażowe akumulatorów trakcyjnych muszą sprostać rosnącym wolumenom, zapewniając jednocześnie niemal zerowy poziom defektów. Każda nieprawidłowość w procesie klejenia może skutkować awarią baterii, a tym samym wysokimi kosztami napraw i ryzykiem utraty reputacji marki.
Przygotowanie powierzchni i kontrola jakości połączeń
Podstawą skutecznego klejenia jest przygotowanie powierzchni. W przemyśle motoryzacyjnym standardem stały się procedury obejmujące odtłuszczanie, aktywację chemiczną lub plazmową oraz kontrolę parametrów chropowatości. Powierzchnie aluminiowych obudów packów otrzymują często warstwy konwersyjne, które poprawiają przyczepność kleju i odporność na korozję. W przypadku tworzyw sztucznych stosuje się m.in. płomieniowanie lub aktywację koronową, aby zwiększyć energię powierzchniową i umożliwić stabilne łączenie.
Kontrola jakości połączeń klejowych jest wyzwaniem, ponieważ w większości przypadków są one ukryte wewnątrz konstrukcji i nie mogą być badane metodami destrukcyjnymi. Dlatego producenci korzystają z zaawansowanych technik nieniszczących – ultradźwięków, tomografii komputerowej lub kamer termowizyjnych – aby ocenić ciągłość spoiny i wykryć ewentualne pęcherze, szczeliny czy obszary niedostatecznie wypełnione. Standardem jest również monitorowanie procesu dozowania: przepływomierze masowe, kontrola temperatury i ciśnienia, a także zapis parametrów do systemów śledzenia partii produkcyjnych.
Właściwie zaprojektowana spoina musi zapewnić nie tylko wytrzymałość na ścinanie czy odrywanie, ale także odporność na długotrwałe obciążenia zmęczeniowe, wibracje i wstrząsy związane z eksploatacją pojazdu. Badania obejmują szeroki zakres temperatur, od mrozów po warunki panujące w gorącym klimacie, oraz ekspozycję na mgłę solną, płyny eksploatacyjne i skrajne cykle wilgotności. W efekcie tworzy się mapę dopuszczalnych parametrów procesu, których utrzymanie jest monitorowane w czasie rzeczywistym.
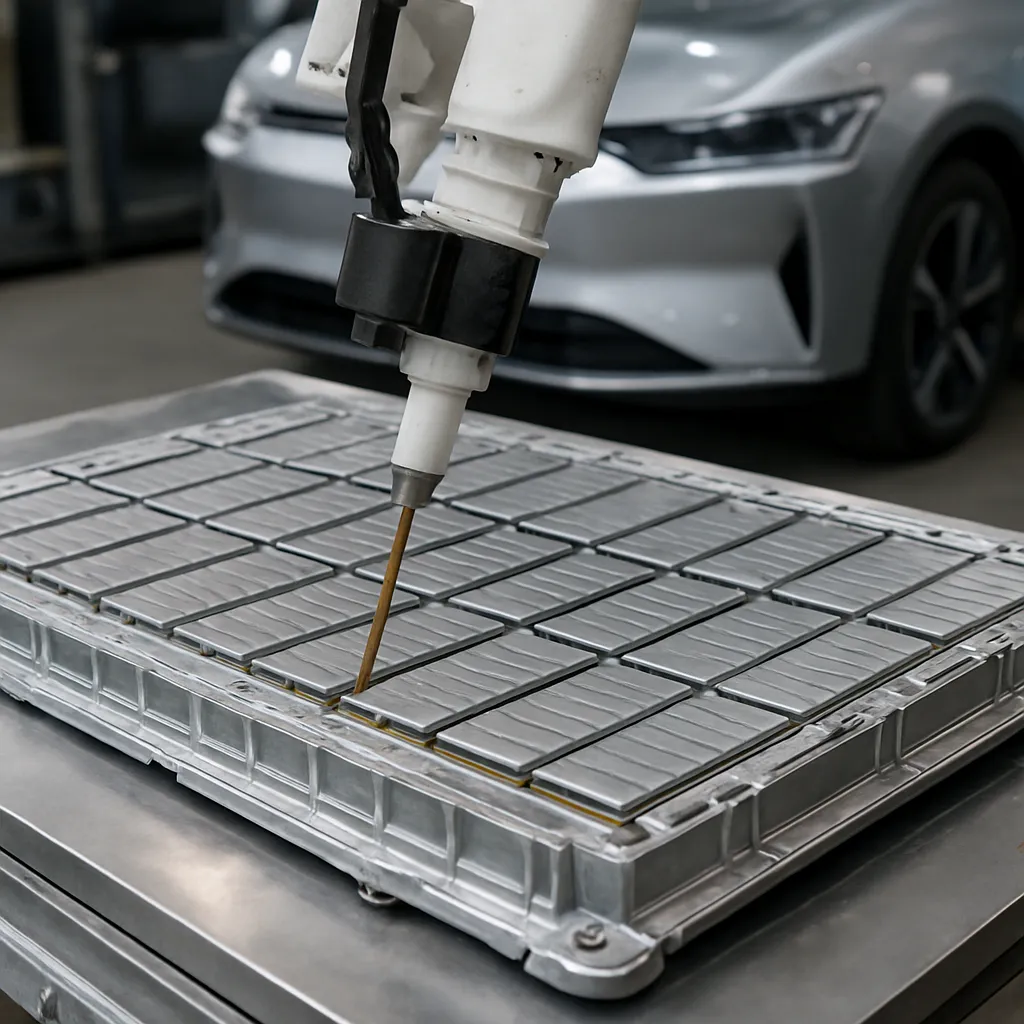
Automatyzacja aplikacji kleju i integracja z konstrukcją pojazdu
Zastosowanie klejów w produkcji akumulatorów trakcyjnych wymaga wysokiego stopnia automatyzacji. Pakiety baterii są ciężkie, złożone i montowane w warunkach, w których ręczna aplikacja byłaby nieefektywna oraz obarczona dużą zmiennością. Dlatego większość linii montażowych korzysta z robotów dozujących, które nakładają precyzyjne ścieżki kleju w trzech wymiarach, często w połączeniu z systemami wizyjnymi kontrolującymi pozycjonowanie.
Integracja konstrukcji akumulatora z nadwoziem pojazdu – w tym nowe koncepcje „cell-to-pack” i „cell-to-body” – dodatkowo zwiększa wymagania wobec technologii klejenia. Znaczna część struktury nośnej jest tworzona z wykorzystaniem klejów, które muszą współpracować z zewnętrznymi spoinami karoserii. W takim modelu bateria staje się aktywnym elementem strukturalnym pojazdu, wpływając bezpośrednio na sztywność skrętną i bezpieczeństwo pasażerów w razie kolizji.
Automatyzacja obejmuje nie tylko samo dozowanie, ale również:
- systemy mieszania klejów dwuskładnikowych z dokładną kontrolą proporcji,
- podgrzewanie lub chłodzenie kleju w celu utrzymania stabilnej lepkości,
- urządzenia odpowietrzające, minimalizujące ryzyko inkluzji powietrza,
- stacje wstępnego pozycjonowania elementów, aby zapewnić powtarzalną szczelinę klejową,
- monitorowanie czasu otwartego kleju oraz warunków utwardzania.
W praktyce inżynieria procesu klejenia musi być planowana równolegle z inżynierią produktu. Już na etapie projektowania obudowy baterii definiuje się szerokość i głębokość spoin, obszary dostępne dla głowic robotów oraz trajektorie ruchu. Pozwala to uniknąć późniejszych kosztownych zmian konstrukcyjnych, wynikających z niewystarczającego dostępu do krytycznych miejsc klejenia.
Bezpieczeństwo, serwisowalność i recykling
Samochody elektryczne muszą spełniać szereg norm bezpieczeństwa odnoszących się do baterii, takich jak odporność na penetrację, testy zderzeniowe, odporność na zwarcie i przeciążenie. Kleje odgrywają w tych testach rolę nie tylko „spoiwa”, ale również elementu zarządzającego w razie awarii energią mechaniczną i termiczną. Odpowiednio dobrany klej może ograniczyć propagację uszkodzeń między modułami, a także utrudnić przenikanie ognia i gazów w głąb pakietu.
Równocześnie rośnie świadomość, że zbyt szerokie stosowanie bardzo mocnych klejów może utrudniać naprawy i recykling. W efekcie producenci poszukują rozwiązań, które balansują pomiędzy trwałością a możliwością kontrolowanego demontażu. Jednym z kierunków jest stosowanie klejów o zdefiniowanej wytrzymałości w określonych strefach, tak aby w razie kolizji struktura ulegała kontrolowanemu zniszczeniu w przewidzianych miejscach, chroniąc krytyczne obszary z ogniwami.
Kwestia recyklingu nabiera szczególnego znaczenia w świetle regulacji europejskich dotyczących baterii, które nakładają na producentów obowiązek zapewnienia odpowiedniego poziomu odzysku surowców. Kleje utrudniają mechaniczne rozdzielenie komponentów, takich jak ogniwa, radiatory czy profile aluminiowe. Odpowiedzią rynku są m.in. kleje umożliwiające separację przy użyciu podwyższonej temperatury, promieniowania lub specjalnych czynników chemicznych. Rozwijane są także technologie rozklejania selektywnego, pozwalające na usunięcie kleju bez uszkodzenia cennych materiałów bazowych.
Dodatkowym aspektem bezpieczeństwa jest ograniczenie emisji substancji niebezpiecznych na etapie produkcji i eksploatacji. Producenci samochodów coraz częściej wymagają, aby stosowane kleje były wolne od rozpuszczalników, metali ciężkich i substancji CMR. Wymusza to modyfikację istniejących receptur i poszukiwanie nowych systemów utwardzania, np. opartych na reakcji z wilgocią lub świetle UV, które minimalizują obecność lotnych związków organicznych.
Technologie klejenia akumulatorów trakcyjnych znajdują się obecnie na styku wielu trendów: rosnących wymagań bezpieczeństwa, presji na redukcję masy, automatyzacji produkcji oraz przejścia do gospodarki o obiegu zamkniętym. Ich dalszy rozwój będzie w dużej mierze determinował, jak szybko i w jakiej skali przemysł motoryzacyjny będzie w stanie wdrażać nowe generacje pojazdów elektrycznych, a także w jakim stopniu uda się ograniczyć wpływ całego cyklu życia baterii na środowisko. Z punktu widzenia inżynierów i dostawców, kluczowe będzie nie tylko opracowywanie nowych formulacji klejów, lecz także ścisła współpraca projektowa z producentami pojazdów, tak aby już na etapie koncepcji uwzględniać wymagania związane z klejeniem, serwisem i recyklingiem.







{kind=link}
{kind=link}